- 网站首页
-
走进信达
走进信达 一家集钢结构设计制造、施工安装为一体的大型钢结构及网架专业生产施工企业。 查看更多>>

-
产品中心
焊接H型钢 广泛各种民用和工业建筑结构;各种大跨度的工业厂房和现代化高层建筑。 查看更多>>
 预制房屋 以彩钢板为骨架,以夹芯板为围护材料,全新概念的环保经济型活动板房屋。 查看更多>>
预制房屋 以彩钢板为骨架,以夹芯板为围护材料,全新概念的环保经济型活动板房屋。 查看更多>> 预制金属板 预制金属板系统是各种型号压型钢板的总称。 查看更多>>
预制金属板 预制金属板系统是各种型号压型钢板的总称。 查看更多>> 金属面复合板 将彩色涂层钢板或者其他面板及底板与保温芯材通过粘结剂复合而成的保温材料。 查看更多>>
金属面复合板 将彩色涂层钢板或者其他面板及底板与保温芯材通过粘结剂复合而成的保温材料。 查看更多>>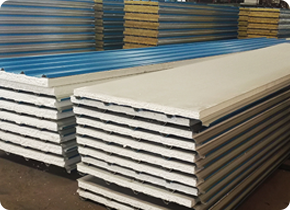 组合楼承板 楼承板具有重量轻、强度高、刚度大、施工方便快捷、便于工业化生产的特点。 查看更多>>
组合楼承板 楼承板具有重量轻、强度高、刚度大、施工方便快捷、便于工业化生产的特点。 查看更多>>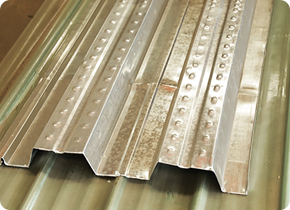 冷弯成型檩条 预制金属板和金属面复合板系统,使整个结构高强、轻质、经济。 查看更多>>
冷弯成型檩条 预制金属板和金属面复合板系统,使整个结构高强、轻质、经济。 查看更多>> EPS制品 EPS制品包含珍珠棉和泡沫酒托两种产品。 查看更多>>
EPS制品 EPS制品包含珍珠棉和泡沫酒托两种产品。 查看更多>>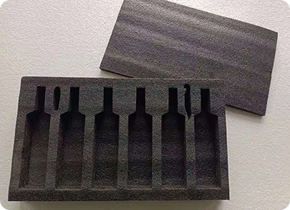 钢材贸易 钢管不仅用于输送流体和粉状固体、交换热能、制造机械零件和容器。 查看更多>>
钢材贸易 钢管不仅用于输送流体和粉状固体、交换热能、制造机械零件和容器。 查看更多>> 爬架产品 爬架又叫提升架,是近年来开发的新型脚手架体系,主要应用于高层剪力墙式楼盘。 查看更多>>
爬架产品 爬架又叫提升架,是近年来开发的新型脚手架体系,主要应用于高层剪力墙式楼盘。 查看更多>>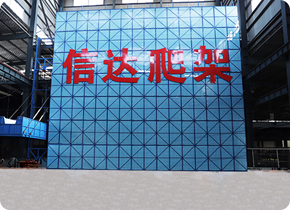 其他产品 此分类包含楼梯按梯和钢结构雨棚。 查看更多>>
其他产品 此分类包含楼梯按梯和钢结构雨棚。 查看更多>>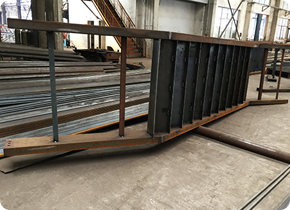
-
工程案例
工程案例 主要承建钢结构建筑、工矿厂房、玻璃幕墙、钢管桁架、网球屋架、加油站、冷风库、活动板房等钢结构工程。 查看更多>>

-
信达资讯
信达资讯 承担了许多大跨度、大面积的工业与民用焊接H型钢结构及其彩钢压型板保温、屋面工程的设计、制作、安装施工。 查看更多>>

-
联系我们
联系我们 充分构建起信达钢构可靠的精湛工艺、技术创新、质量保障体系,奠定了公司发展的坚实基础。 查看更多>>